|
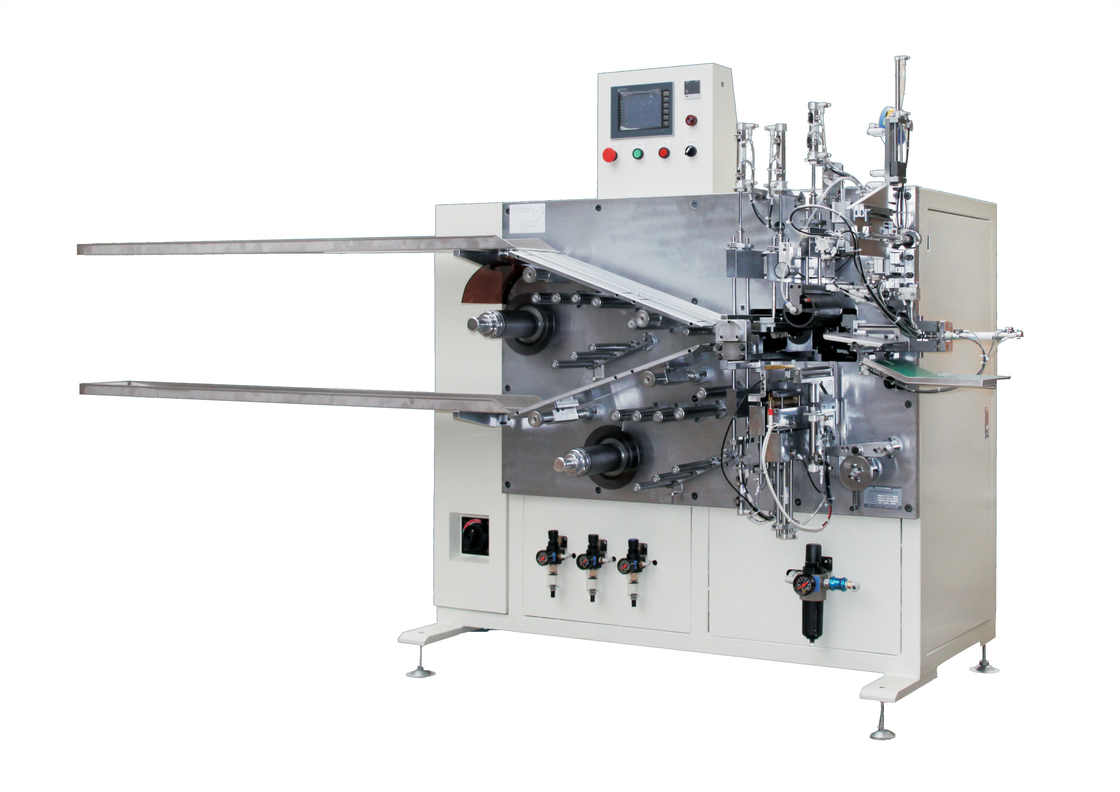
পণ্যের বিবরণ:
|
| পাওয়ার সাপ্লাই: | একক ফেজ AC220V ± 10% 50Hz | বায়ু সরবরাহ: | 0.5-0.7mpa (যখন বায়ু সরবরাহ 0.5MPa হয়, প্রয়োজনীয় প্রবাহ 300NL/মিনিট হয়) |
|---|---|---|---|
| কাজ তাপমাত্রা: | 0-55 ℃ | পরিবেশ ব্যবহার করুন: | কোন ক্ষয়কারী গ্যাস বা দাহ্য পরিবেশ, এবং ধুলোর কোন কঠোর পরিবেশ নেই |
| মাত্রা: | 2850 X 2050 X 1800 মিমি (কাস্টমাইজড) | রঙ: | রূপা (কাস্টমাইজড) |
| ওজন: | প্রায় 3000 কেজি (≤ 750KG / m2) | শক্তি: | 12KW |
| গোলমাল: | ≤ 75db (ডাস্ট সাকশন ফ্যান বাদে) | ||
| বিশেষভাবে তুলে ধরা: | একক ফেজ ব্যাটারি উইন্ডিং মেশিন,AC220V ব্যাটারি উইন্ডিং মেশিন,উইন্ডিং লিথিয়াম আয়ন ব্যাটারি অ্যাসেম্বলি সরঞ্জাম |
||
ব্যাটারি উইন্ডিং মেশিন প্রকল্প লিথিয়াম ব্যাটারি সমাবেশ উত্পাদন সরঞ্জাম![]()
আমিভূমিকা
বৈশিষ্ট্য:
1. সম্পূর্ণ ক্যাম নিয়ন্ত্রণ টানা এবং ঠেলাঠেলি সুই এবং বিপরীত জন্য গৃহীত হয়.উচ্চ দক্ষতা এবং কম ব্যর্থতার হার সহ সরঞ্জাম স্থিতিশীল।
2. ইলেক্ট্রোড তিন-উপায় বিচ্যুতি সংশোধন নিয়ন্ত্রণ গ্রহণ করে: পণ্যের গুণমান নিশ্চিত করতে আনওয়াইন্ডিং, প্রক্রিয়া এবং প্রি-ওয়াইন্ডিং।
ধুলো অপসারণ, উত্তেজনা নিয়ন্ত্রণ, গুণমান পরিদর্শন, দৈর্ঘ্য পরিমাপ, ভ্রমণ বিচ্যুতি সংশোধন, স্ট্যাটিক ইলেক্ট্রিসিটি নির্মূল ইত্যাদি প্রক্রিয়ার মধ্য দিয়ে যাওয়ার পরে সরঞ্জামগুলি ব্যাটারি কোষের চারপাশে লিথিয়াম-আয়ন ব্যাটারি উপাদানগুলির ইতিবাচক এবং নেতিবাচক ইলেক্ট্রোড টুকরো এবং ডায়াফ্রামগুলিকে বাতাস করে;সেলের উত্পাদন শেষ হওয়ার পরে, শর্ট-সার্কিট পরীক্ষা, ত্রুটিপূর্ণ স্রাব এবং পরিবাহক বেল্ট থেকে সংক্রমণ।
II. স্পেসিফিকেশন
| বেলন | প্রস্থ(মিমি) | বেধ (μm) | দৈর্ঘ্য (মিমি) | উপাদান OD সর্বোচ্চ।(মিমি) | উপাদান আইডি (মিমি) | |
| ক্যাথোড | 1 | 40-70 | 80-180 | 700-1500 | Φ450 | Φ76.2 |
| অ্যানোড | 1 | 40-70 | 80-180 | 700-1500 | Φ450 | Φ76.2 |
| বিভাজক | 2 | 40-70 | 12-35 | Φ300 | Φ76.2 | |
| স্ট্র্যাপিং টেপ | 1 | 25-65 | 20-60 | Φ200 | Φ76.2 |
1. উইন্ডিং পদ্ধতি:
উ: 3টি সূঁচ দিয়ে 3 পজিশন ওয়াইন্ডিং।
B. নিডেল ব্যাস Ø 3.5 (বা কাস্টমাইজড (Ø 3.5 - Ø 8.0))
C. উইন্ডিং ব্যাস: Φ 18 - Φ 23 মিমি (18650, 21700, ইত্যাদির জন্য প্রযোজ্য)
D. ট্যাবের সংখ্যা: ক্যাথোড এবং অ্যানোড, বা সমস্ত ট্যাবের জন্য 1-2
E. উন্মুক্ত ট্যাব দৈর্ঘ্য: 8-25 মিমি
2.ওয়াইন্ডিং নির্ভুলতা
উ: ক্যাথোড এবং অ্যানোডের সারিবদ্ধকরণ: ± 0.3 মিমি
B. ইলেক্ট্রোড এবং বিভাজকের মধ্যে প্রান্তিককরণ: ± 0.3 মিমি
দ্রষ্টব্য: ক্যাথোড এবং অ্যানোড যথাক্রমে 3 বার সংশোধন করা হয়েছে (আনওয়াইন্ডিং সংশোধন, প্রক্রিয়া সংশোধন এবং প্রি-ওয়াইন্ডিং সংশোধন)
C. বিভাজকের দুটি স্তরের সারিবদ্ধকরণ: ± 0.5 মিমি
3.ওয়াইন্ডিং ক্ষমতা
1. উৎপাদন ক্ষমতা
উত্পাদন গতি: 1200 মিমি লম্বা অ্যানোডের মধ্যে ≥ 20 পিপিএম;(21700 কোষ)
ফসল সংগ্রহের হার ≥ 95%
মোবিলাইজেশন রেট = {মোট প্রোডাকশন / (স্টার্টআপের সময় - প্রয়োজনীয় ডিডাকশন সময়) × যন্ত্রপাতির তাত্ত্বিক উৎপাদন গতি} × 100%, প্রয়োজনীয় ডিডাকশন টাইম: রিফুয়েলিং এবং বেল্ট সংযোগের জন্য উত্পাদন প্রস্তুতির সময় যেমন সরঞ্জাম না থাকার কারণে সৃষ্ট ডাউনটাইম।
2. যোগ্যতার হার ≥ 98%
যোগ্যতার হার = ভাল পণ্যের মোট সংখ্যা / (মোট উত্পাদন - প্রয়োজনীয় ছাড়) × 100% (দরিদ্র উপকরণ ব্যতীত)
অ-যন্ত্রের কারণে সৃষ্ট ত্রুটিপূর্ণ পণ্যের পরিমাণ বাদ দেওয়া প্রয়োজন, যেমন দুর্বল টেপ সংযোগ, ফয়েলের দৈর্ঘ্য সহনশীলতার বাইরে, ত্রুটিপূর্ণ অনুপস্থিত ট্যাব ইত্যাদি।
ক্যাথোড এবং অ্যানোডের টান: 20N সামঞ্জস্যযোগ্য (সেটাবল)
ডায়াফ্রাম টান: 10N সামঞ্জস্যযোগ্য (সেটাবল)
III. সরঞ্জাম কাঠামো:
1. ইলেক্ট্রোড এবং বিভাজক unwinding প্রক্রিয়া
A. আনওয়াইন্ডিং র্যাকটি ডবল সাপোর্ট ক্যান্টিলিভার স্ট্রাকচারের।
B. এসি সার্ভো মোটর সেন্টার ড্রাইভ, সক্রিয় আনওয়াইন্ডিং এবং স্বয়ংক্রিয় বিচ্যুতি সংশোধন প্রক্রিয়ার জন্য ব্যবহৃত হয়।
C. বায়ুমণ্ডলীয়ভাবে খাওয়ানোর খাদকে শক্ত করুন।
2. বেলন পাসিং
A. ফাংশন: ক্যাথোড এবং অ্যানোড এবং বিভাজকের ঘুরানোর প্রক্রিয়াতে একটি রূপান্তর প্রক্রিয়া হিসাবে ব্যবহৃত হয়
B. মেকানিজম কনফিগারেশন: অ্যালুমিনিয়াম রোলার, বিয়ারিং, রোলার শ্যাফ্ট ইত্যাদির সমন্বয়ে গঠিত
3. ইলেক্ট্রোড কাটিয়া প্রক্রিয়া
উ: ইলেক্ট্রোড এবং বিভাজক চলন্ত কাটার দিয়ে ডিজাইন করা হয়েছে।
B. সম্পূর্ণ কর্তনকারী স্বাধীন মডিউল গ্রহণ করে, যা বিচ্ছিন্নকরণ, সমন্বয় এবং রক্ষণাবেক্ষণের জন্য সুবিধাজনক
C. কাটার জীবন: ≥ 300000 বার
D. ধুলো অপসারণ প্রক্রিয়া কাটার এ সেট করা হয়
E. ম্যান-মেশিন ইন্টারফেসে সেটিং এবং প্রকৃত ব্যবহারের সময় সংখ্যার প্রদর্শন উইন্ডো রয়েছে।
4. বিভাজক কাটিয়া প্রক্রিয়া
উঃ ব্লেড কোল্ড কাটিং সেপারেটর দেখেছি
B. কাটার জীবন: ≥ 300000 বার
5. ঘুর নিয়ন্ত্রণ
অংশটি একটি 3 সুই 3 স্টেশন অপারেশন মোড গ্রহণ করে, ক্যামটি সুইটি টেনে নেয় এবং ঘূর্ণায়মান সুই একটি এসি সার্ভো মোটর দ্বারা চালিত হয়, কৌণিক অবস্থান এবং রৈখিক গতি স্বয়ংক্রিয়ভাবে বন্ধ লুপে নিয়ন্ত্রণ করা যায়।বিপরীত প্রক্রিয়া একটি বিভাজক দ্বারা চালিত হয়, এবং বিপরীত প্রক্রিয়া স্থিতিশীল।
6. বিচ্যুতি সংশোধন নিয়ন্ত্রণ
এটি ইলেক্ট্রোড এবং বিভাজক আনওয়াইন্ডিং বিচ্যুতি সংশোধন, ইলেক্ট্রোডের প্রক্রিয়া বিচ্যুতি এবং প্রি-ওয়াইন্ডিং বিচ্যুতি সংশোধন নিয়ে গঠিত।
বিচ্যুতি সংশোধন প্রক্রিয়া একটি সনাক্তকরণ উপাদান এবং একটি অ্যাকচুয়েটর দ্বারা গঠিত।ইলেক্ট্রোড অফসেট কিনা তা নির্ধারণ করতে ফটোইলেকট্রিক সেন্সরটি ইলেক্ট্রোডের রেফারেন্স প্রান্ত সনাক্ত করতে ব্যবহৃত হয় এবং বিচ্যুতি সংশোধন রোলারটি সামনে পিছনে সুইং বা বিচ্যুতি সংশোধন করতে সরানোর জন্য নিয়ন্ত্রিত হয়।ম্যান-মেশিন ইন্টারফেসে ত্রুটি সংশোধনের অবস্থা প্রদর্শিত হয়।
A. আনওয়াইন্ডিং বিচ্যুতি সংশোধন: আনওয়াইন্ডিং উপাদান শ্যাফ্ট (ম্যাটেরিয়াল কয়েল সিঙ্ক্রোনাইজেশন) এবং বিচ্যুতি সংশোধন সুইং রড সিঙ্ক্রোনাস সামগ্রিক বিচ্যুতি সংশোধনের জন্য ব্যবহার করা হয় যাতে আনওয়াইন্ডিং ইলেক্ট্রোড এবং বিভাজকের অবস্থান স্থিতিশীল এবং অনুমোদিত সীমার মধ্যে থাকে।
বি. প্রক্রিয়া বিচ্যুতি সংশোধন: খাওয়ানোর আগে অবস্থানে, বিচ্যুতি সংশোধন রোলারটি খাওয়ানোর অবস্থানে ইলেক্ট্রোডের নির্ভুলতা আরও নিশ্চিত করার জন্য সামনে পিছনে সুইং করে।
C. ঘুরানোর আগে সংশোধন: ইলেক্ট্রোড কাটারের নীচে, ঘুরানোর আগে (ওয়াইন্ডিং সূঁচের খুব কাছাকাছি)।যখন ইলেক্ট্রোড কোষে প্রবেশ করে তখন রোল আউট সেলের প্রান্তিককরণ পরিসীমার মধ্যে থাকে তা নিশ্চিত করুন
7. ফয়েল সংযোগ সনাক্তকরণ
ফয়েল সংযোগ শনাক্তকরণ ইলেক্ট্রোডে একটি অস্বচ্ছ টেপ রঙের লেবেল (লাল সুপারিশ করা হয়) দিয়ে আটকানো হবে।এটি কালার কোড সেন্সর দ্বারা সনাক্ত করা হয় এবং ত্রুটিপূর্ণ ইলেক্ট্রোডের একক রোল হিসাবে ডিসচার্জ করা হয়।ম্যানুয়াল লেবেলিং মেশিন লেবেলিংয়ের সাথে সামঞ্জস্যপূর্ণ, যাতে টেপ সংযোগের স্থায়িত্ব সনাক্ত করা যায়।
8. দৈর্ঘ্য পরিমাপ চাকা প্রক্রিয়া
ইউনিট ইলেক্ট্রোড দৈর্ঘ্য পরিমাপ
9. শর্ট সার্কিট পরীক্ষা
সরঞ্জামগুলিতে সেল শর্ট-সার্কিট পরীক্ষার (HI-পট পরীক্ষা) কাজ রয়েছে এবং শর্ট-সার্কিট ত্রুটিগুলি ত্রুটিযুক্ত পণ্য বাক্সে আলাদাভাবে ছেড়ে দেওয়া হয়
10. নিয়ন্ত্রণ ব্যবস্থা
পিএলসি, সার্ভো এবং অপটিক্যাল ফাইবার স্থিতিশীল অপারেশন এবং সুবিধাজনক পরিবর্তন সহ বাস মোড গ্রহণ করে।
11. অপারেশন ইন্টারফেস
উ: ইংরেজি অপারেশন ইন্টারফেস
B. মডেলের আকার সমন্বয় আইটেম এবং দক্ষতা, টান, সেন্সর সংশোধন, ইত্যাদি পরিবর্তন করে সরঞ্জামের পরামিতিগুলি সামঞ্জস্য করা হবে৷ সরঞ্জামগুলি মডেল প্রক্রিয়া সেটিং প্যারামিটারগুলির 9 সেট সংরক্ষণ করতে পারে৷
C. মোট উৎপাদনের সংখ্যা, ভালো পণ্যের সংখ্যা এবং ত্রুটিপূর্ণ পণ্যের সংখ্যা রেকর্ড করা যেতে পারে
12. ইলেক্ট্রোস্ট্যাটিক প্রতিরোধ এবং ধুলো অপসারণ
উ: ক্যাথোড এবং অ্যানোডের পৃথক বিভাগ রয়েছে।
B. ইলেক্ট্রোডটি একটি ধুলো অপসারণ প্রক্রিয়া দ্বারা সজ্জিত, এবং ইলেক্ট্রোডের উভয় পাশের ধুলো ব্রাশ পরিষ্কার এবং নেতিবাচক চাপ সাকশন দ্বারা অপসারণ করা হয়
C. ইলেক্ট্রোড কাটিয়া অংশ একটি ধুলো সংগ্রহ ডিভাইস সঙ্গে প্রদান করা হয়
D. বিভাজক একটি স্ট্যাটিক ইলেক্ট্রিসিটি রিমুভিং ডিভাইস দিয়ে দেওয়া হয়
13. নিরাপত্তা সুরক্ষা
উ: হার্ডওয়্যার এবং তারের আরও বিভাজন করা যেতে পারে, শক্তিশালী এবং দুর্বল কারেন্ট আলাদা করা যেতে পারে, এবং শর্ট-সার্কিট ওভারলোড, ফুটো এবং ত্রুটি সুরক্ষা সুরক্ষামূলক ফাংশন প্রদান করা যেতে পারে
B. উইন্ডিং এবং কাটিং পজিশনে নিরাপত্তা সতর্কীকরণ চিহ্ন দেওয়া আছে এবং বিভাজক কাটার এবং ফিনিশিং রাবার কাটার নিরাপত্তা সতর্কতা চিহ্ন দিয়ে দেওয়া হয়েছে
C. সরঞ্জাম যোগাযোগ এবং অপারেশন কর্তৃপক্ষ
ইকুইপমেন্ট অপারেশন এবং প্রসেস প্যারামিটারের জন্য কোন পাসওয়ার্ড নেই এবং মোটর, সার্ভো এবং অরিজিন কনফিগারেশন প্যারামিটারের জন্য পাসওয়ার্ড সুরক্ষা প্রদান করা হয়েছে
IVসরঞ্জাম ইনস্টলেশন এবং কমিশনিং
1. পাওয়ার সাপ্লাই: একক ফেজ AC220V ± 10% 50Hz
2. বায়ু সরবরাহ: 0.5-0.7mpa (যখন বায়ু সরবরাহ 0.5MPa হয়,
প্রয়োজনীয় প্রবাহ 300NL / মিনিট)
3. পরিবেশ ব্যবহার করুন (JISB3502 অনুযায়ী)
A. কাজের তাপমাত্রা: 0-55 ℃
খ. শুকানোর ঘরে, কোন ক্ষয়কারী গ্যাস বা দাহ্য পরিবেশ এবং ধুলোর কোন কঠোর পরিবেশ থাকতে হবে না
4. মাত্রা: 2850 X 2050 X 1800 মিমি (কাস্টমাইজড)
5. রঙ: রূপালী (কাস্টমাইজড)
6. ওজন: প্রায় 3000kg (≤ 750KG/m2)।
7. পাওয়ার: 12KW
8. নয়েজ: ≤ 75db (ধুলো সাকশন ফ্যান বাদে)
![]()
![]()
ব্যক্তি যোগাযোগ: Ekain Zhang
টেল: +8618669965529
ফ্যাক্স: 86-0539-8067529